
Our modules are extremely versatile and can be used to form any complete MEP building system.
We capture data from our modules, bringing them into one source system which integrates directly with our production process. From estimation, engineering, procurement, production, quality control to delivery, our end-to-end approach enables us to deliver quality products for our clients and provides certainty of project outcome in terms of cost, programme, safety and quality.
CHtM is strongly supported by technical experts. As members of the UK Construction Council and participants in various government groups, our technical team ensures that the products we provide meet the statutory, regulatory and legislative requirements needed for construction – giving assurance and building confidence in any product that CHtM supplies.
Our manufacturing facility operates within a Laing O'Rourke Group membership of the British Standards
Institute (BSI) and holds the following accreditations at Group level:
BS EN ISO 9001:2015
BS EN ISO 14001:2015
BS EN ISO 45001:2018
Within the facility, we have individual membership to the following production monitoring control standard:
EN 1090-2:2009+A1:2011 to Execution Class 3 (EX3)
All products are scrutinised during the production process to ensure they meet the exacting requirements. Formed products are mechanically tested and independently verified to all requirements by our technical team.
Through advances in technology and increased investment, CHtM has created a range of flanges, teepieces, standard lengths and adaptors that have been mechanically formed from parent material. Pipework consists of a combination of diameter pipe, elbows, tees and flanges in stainless steel. ISO joints such as collars (76mm to 406mm) and tee-joints (76mm to 200mm) are mechanically produced as ‘formed features’ using an approved process.
Compared to more traditionally fabricated products, our formed products – supported by our technical value stream – demonstrate significant structural, cost and weight benefits.
Mega riser solution designed for the Henry Royce Institute
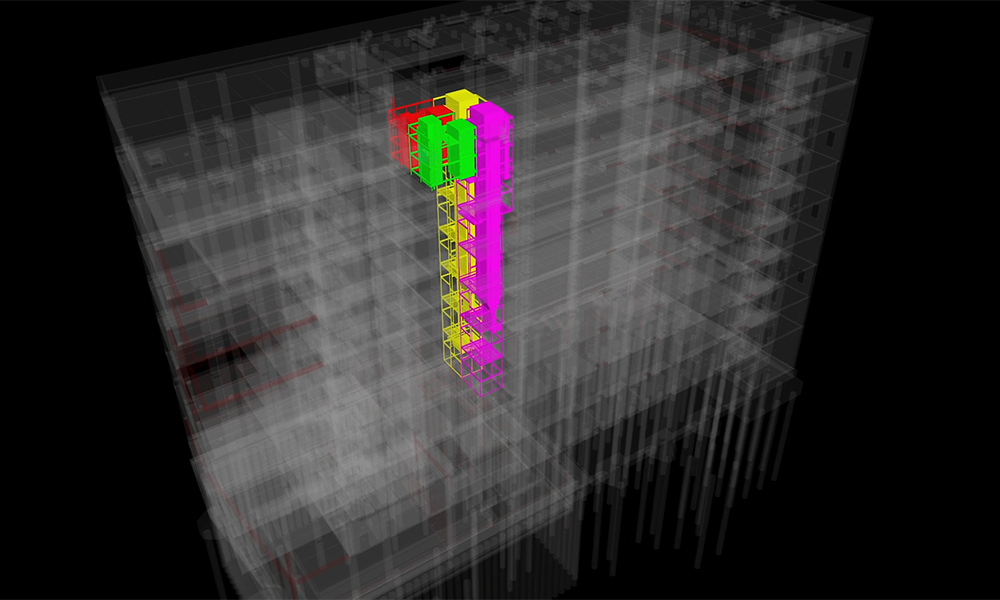
BIM model produced detailing the mega riser solution

Mega riser in production at CHtM

Our in-house logistics specialists ensure a seamless delivery to site

Our in-house specialists Select Plant Hire position the module for installation

Seamless installation by the site team
Our facility in numbers
MEP product set

Computer Room Air Handler (CRAH)
Allows for rapid data centre fit out. Four fully connected CRAH modules installed per day on site, cutting the installation by three weeks.

Energy Centre module
Our Energy centres incorporate a unique top lift design to enable sections to be connected to each other without the need for any addition moving equipment. Using this modular cladded plantroom solution enables later site delivery and removes 16 weeks of onsite installation.

Flue riser module
Our Flue riser comes fully clad and removes the requirement for any external scaffolding, they can save up to three weeks of onsite installation and reduce working at height activities.

Horizontal distribution module
All services within these modules are pressure tested. Typically, four modules give an on site installation saving of four days using the same amount of labour.
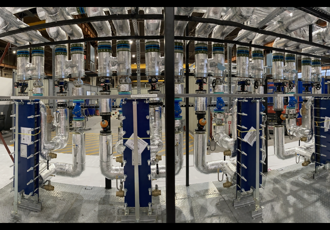
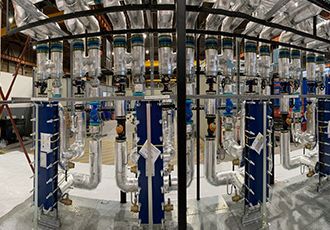
Plant Equipment module
All pump plant skids come fully wired to isolator’s or BMS panel. A recent study of our plantroom skid solution, which had 90% of the services modularised within the skids, demonstrated a 45% time saving.

Vertical Distribution module
Our unique riser design enables four 12M riser sections and services to be installed and connected in one working day, saving a minimum of three weeks of onsite installation time while removing all cross trade work interfacing and safety issues.

Uninterrupted Power Supply (UPS)
A universal module that can be applied to any electrical plant areas. With a 20 week critical path activity reduced to four weeks on site.

Gantry module
These products can be as simple as just a services step over to a fully integrated walkway incorporating all M&E services and plant, designed to give all maintenance access requirements to plant and services.

Pipe spools
Remove the requirement for onsite hot works. Three working day delivery time if required. Typical weld time saving of one hour compared to site weld times.
Specialist Machinery

Automated welding machinery

Collar pulling machine

Tee extrusion machine

Smart workstations

Flow drill
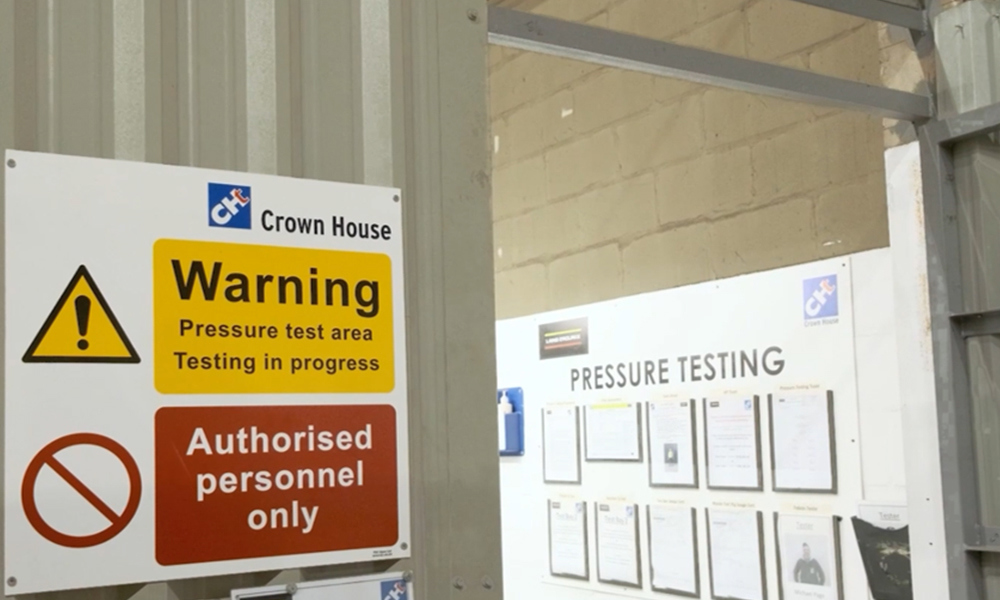
Pneumatic pressure testing houses
Future Olympia
As part of the ongoing works our team are providing a full suite of MEP solutions, from a new five storey self-contained Olympia Energy Centre building containing Chillers, Boilers, CHP engines to an integral plantroom delivered and installed in four days rather than the typical 25 week installation.

Royal Sussex County Hospital
For the Louisa Martindale Building, known as phase 1 of the new-build replacement at the Royal Sussex Hospital in Brighton, we provided 53 riser modules and 479 horizontal distribution modules.

HMP Fosse Way
CHtM provided 231 Cell risers, 273 Horizontal roof modules and 56 Plant skids, removing 109,000 onsite operative hours.

HMP Five Wells
Offsite fabrication and testing of 241 riser modules, 278 horizontal modules, 35 plant skids, 140 pipe spools, with our DfMA solutions cutting one-fifth from the delivery programme.

The Grange University Hospital
A 23% programme saving was secured by using DfMA components. Prefabricated elements included 1,500 prefabricated service modules, 633 Horizontal modules, AHUs and plant skids.

Royal Liverpool University Hospital
The CHtM team manufactured 1,200 prefabricated service modules, made up of riser modules, fan coil units, cladded plant rooms, flue risers and plant skids.

Henry Royce Institute, Manchester
CHtM manufactured a steel-framed central ‘mega riser’ to service the building, split into five parts. Over 70m2 in area, it weighed more than 200t and was installed just 20 weeks before commissioning, allowing the huge space to be used for a 4400 x 6000mm internal hoist.

Manchester airport transformation
Prefabricated elements for the Pier included 280 horizontal modules, heat exchangers and plant skids. For the Terminal 2 extension we manufactured three mega risers (16 sections each), 750 horizontal distribution modules, chilled water pump skids, chilled water pipe gantry modules and a package energy centre (five sections).

London Data Centre 11
The cooling system for the entire data centre was fully modularised and comprised nearly 700m of stainless-steel pipework and 70 valves. After being manufactured at our in-house facility CHtM, we installed it on site in just 12 module lifts. Some modules were almost 12m long, including a bespoke HDM plant module that was mocked-up and installed on site in just three lifts. CHtM also provided 6 plantroom, 23 riser and 208 horizontal modules.